每个机加工者都讨厌弄坏丝锥。在不损坏零件的情况下取出一个丝锥真是件痛苦的事。此外,毕竟攻丝加工属于精加工(最后一道工序),换句话说丝锥的断刀率可能决定了废品率。今天本文来聊聊影响丝锥断刀几种方式。
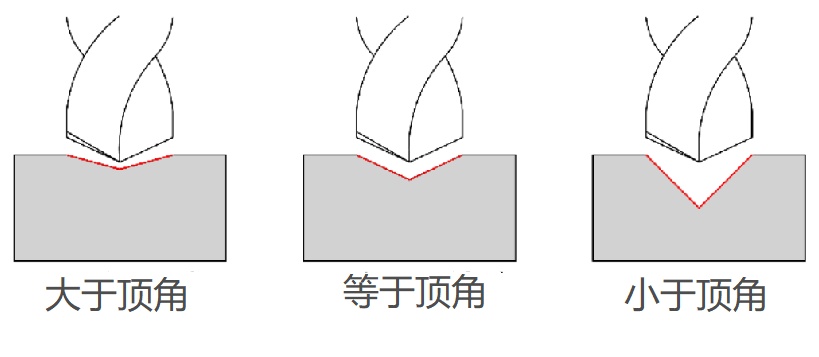
1.选择最佳的孔底尺寸
这是最重要的提示。看,丝锥攻丝底孔需要匹配底孔尺寸,一般样本中都会给出对应底孔尺寸范围,这里请注意这是范围。重要的是要认识到,没有一个单一的丝锥和钻头尺寸。不同的钻头尺寸导致不同的螺纹百分比。
关键是:100%的螺纹仅比75%的螺纹强度高5%,但需要三倍的扭矩。因此,对于稍微小一点的螺纹孔,如果扭力太大,你很容易把丝锥搞断哦,所以不太建议去购买二手丝锥。
因为用过的丝锥已经承受了不确定的扭力,品控不同很难保证加工精度(之前有小伙伴咨询过二手丝锥问题),不要仅看单支刀具的使用成本,还是建议考虑综合成本。
推荐的钻头尺寸几乎总是75%的螺纹。这提供了很大的力量,但也进入了扭矩过大的区域。
2.尽可能使用挤压丝锥

它们不会产生铁屑,而是将被加工材料,挤压成型。丝锥的最常见原因是它们被自己的切屑堵住了,而这在形式在挤压丝锥中是不可能发生的。挤压丝锥也有更大的横截面,因此丝锥本身比切削丝锥更坚固。
挤压丝锥有两个缺点。首先,丝锥挤压不能用于硬质材料。您的被加工材料可以达到36 HRC的硬度。这比你想象的要多得多,但肯定有一些材料是挤压成型的。其次,一些行业不允许挤压丝锥,因为这一过程可能会产生空隙,将污染物截留在螺纹上。挤压攻丝也会导致螺纹上的应力升高。
3.可以考虑其他刀具
对于某些难加工材料或者附加值高的零件,始终考虑螺纹铣削,而不是攻丝。
螺纹铣刀的使用寿命比丝锥长,尽管螺纹铣刀的切削速度较慢。你可以在更接近盲孔底部的地方螺纹,单螺纹铣刀可以加工各种尺寸的螺纹。此外,螺纹铣刀可以与比丝锥更硬的材料一起使用。
对于超过50 HRC的材料,螺纹铣刀可能是唯一的选择。最后,如果你不小心搞断了一个螺纹铣刀,螺纹铣刀会比被加工零件的孔小,所以它不会像丝锥那样断在零件里,即便是打刀了有很好处理。
4.考虑使用特制的攻丝润滑剂
大多数机器冷却剂,尤其是水溶性冷却剂,都不太适合攻丝,因为相对来说油品的润滑性要比水性好一些。
如果您遇到加工问题,请尝试使用特殊的攻丝润滑剂。把它放在机床旁边,拿个容器给他填充进去,并对G代码进行编程,使丝锥自动浸入杯子中。或者您也可以尝试涂层丝锥,通过涂层增加润滑性。
5.使用正确的攻丝刀柄(仅建议)
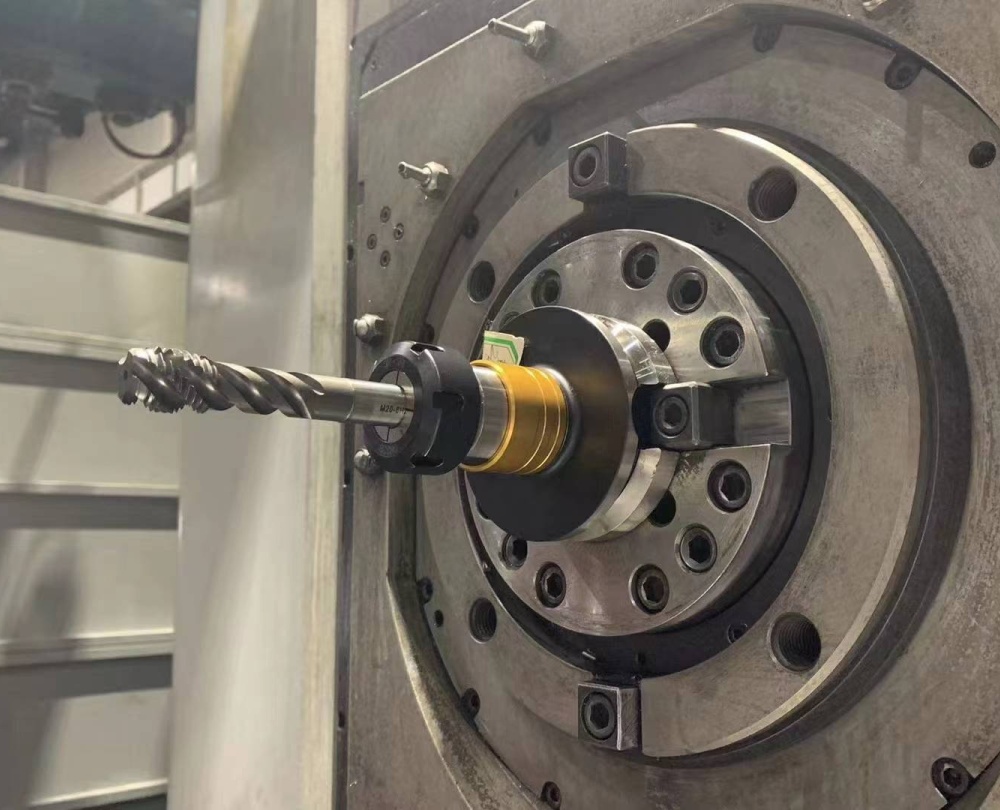
让我们来谈谈用于攻丝刀柄。首先,使用一个将方形柄锁定在攻丝刀柄内部,这样它就不会在刀柄中转动。因为攻丝需要很大的扭矩,所以在刀柄上有一个正确的锁定是对攻丝油帮助的。你可以用丝锥夹头或特殊的ER丝锥夹头来实现这一点。
其次,即使您的设备支持刚性攻丝,也要考虑浮动刀柄。浮动刀柄在没有刚性攻丝的情况下是必须的,但即使在大多数刚性攻丝情况下,它们也能延长攻丝寿命。这是因为机床受到主轴和轴的加速度的限制,无法使丝锥与正在加工的螺纹同步。总是有一些轴向力推动或拉动。浮动刀柄可以缓解因缺乏同步而产生的应力。
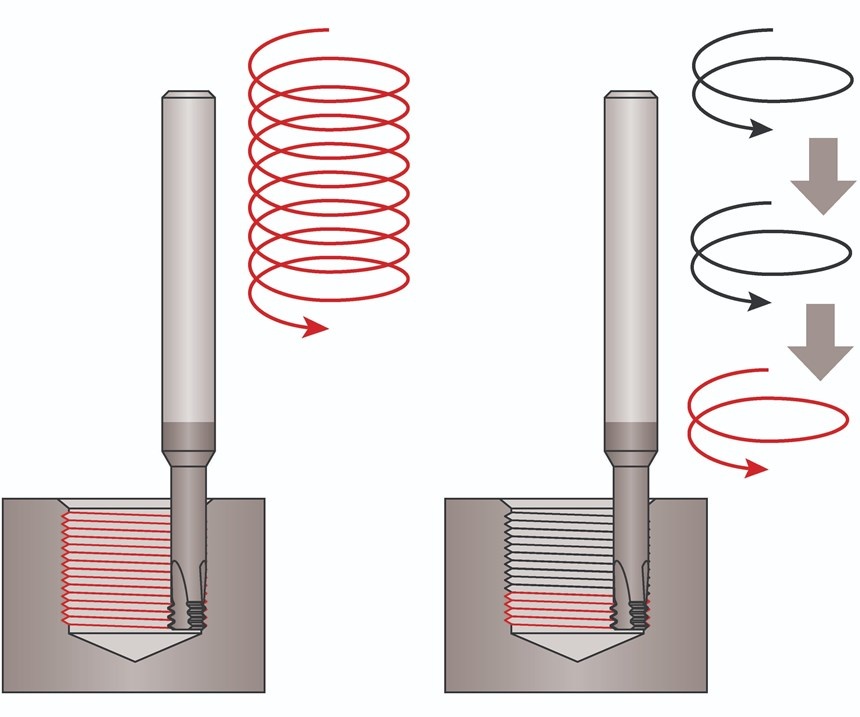
6.合适的场景使用螺旋槽丝锥
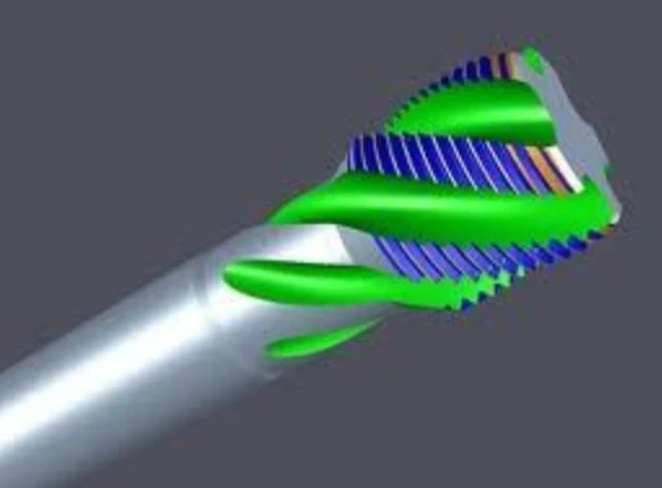
如果你在加工盲孔,无法排屑可能是丝锥断刀的最常见原因。这就是我们使用螺旋槽丝锥的原因。他们把铁屑向上排出。请注意,螺旋槽丝锥不如更常见的先端丝锥抗冲击,建议用于盲孔加工。
7.注意加工深度
说到盲孔,我的第七个也是最后一个建议是注意盲孔的深度。
把丝锥撞到盲孔的底部几乎肯定会把丝锥搞断。很多人都不知道这一点,但你可以计算出底部应该留出多少间隙(后面在写篇文章来解答这个问题),这可能比你想象的要多。
综合来看,以上就是7种影响丝锥断刀的问题点。可能我提到的几点不能完全覆盖丝锥断刀的可能性,如果还有其他好的建议,可以评论区留言我们,一起交流一起成长,一起进步。
关于全球丝锥品牌和渠道,小编不能说无所不知,但是也略知一二,希望有机会帮到有需要的您。